Buying Your First Machine?
Call +86-13958915221
The Blown Film Machine heats and melts plastic particles and then blows them into a film.
There are many types of film blowing machines, including PE, POF, PVC and so on.
The material blown out with brand new particles has uniform color and luster, clean, and the bag stretches well.
Chinese name: Blown Film Machine
Energy saving part: power and heating part
Cooling device: cooling air ring, blower
Purpose: Recycling of discarded plastic waste
Table of contents
.1Composition
.2 Energy-saving transformation
.3 Frequency conversion application
.▪Process Principle
.▪Main structure
.▪Extruder
.▪Die head
.▪Cooling device
.▪traction
.▪Electrical control
.▪Use
.4 Heating modification
.▪Steps
.▪Renovation comparison
.5Multi-layer co-extrusion
.▪Three-layer co-extrusion
.▪Five-layer co-extrusion
.6 Inspection and maintenance
.7Performance
.8Product features
.▪Basic features
.▪Design features
.9 types
.10How to use
.11 Precautions
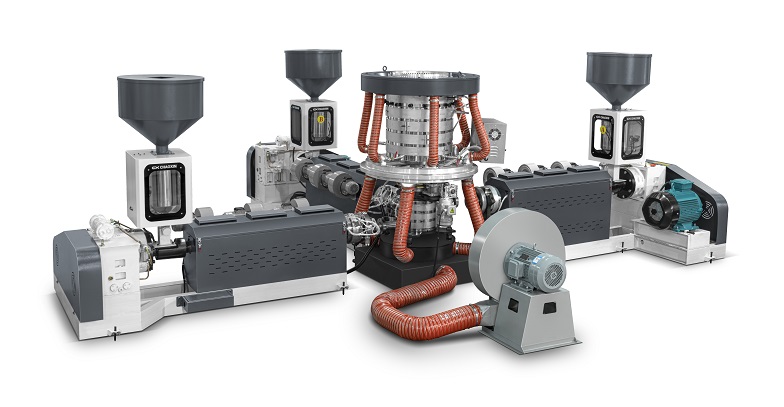
composition
The film blowing machine is composed of
① Motor,
②Screw and barrel,
③Die head,
④Inverter,
⑤v board,
⑥Opposite wheels,
⑦Smooth wheel,
⑧Opposite wheel 2,
⑨winding wind
The temperature of raw material LLDPE and LDPE is 160--180 degrees
HDPE temperature is 210-230 degrees
The most important factors for the work of the film blowing machine are three factors:
One temperature (machine temperature, indoor temperature)
double helix
Three cooling systems
Energy Saving
The energy saving of the film blowing machine can be divided into two parts: one is the power part and the other is the heating part.
Energy saving in the power part: Frequency converters are mostly used. The energy saving method is to save the residual energy consumption of the motor. For example, the actual power of the motor is 50Hz, but you actually only need 30Hz in production, and the excess energy consumption is wasted. Wasted, the inverter changes the power output of the motor to achieve energy saving.
Energy saving in the heating part: Most of the energy saving in the heating part is the use of electromagnetic heaters. The energy saving rate is about 30%-70% of that of the old-fashioned resistance coil.
1. Compared with resistance heating, electromagnetic heaters have an extra layer of insulation, which increases the utilization rate of heat energy.
2. Compared with resistance heating, the electromagnetic heater directly acts on the material tube to heat, reducing heat transfer heat energy loss.
3. Compared with resistance heating, the heating speed of electromagnetic heater is more than a quarter faster, reducing the heating time.
4. Compared with resistance heating, the heating speed of electromagnetic heaters is faster, which improves production efficiency and puts the motor in a saturated state, reducing the power loss caused by high power and low demand.
The above four points are the reasons why Feiru electromagnetic heater can save up to 30%-70% energy on film blowing machines.
Frequency conversion application
Process principle
Add dry polyethylene particles into the lower hopper, and enter the screw from the hopper by the weight of the particles themselves. When the pellets come into contact with the threaded bevel, the rotating bevel faces the plastic and generates a thrust perpendicular to the bevel face, pushing the plastic particles away. Pushing forward, during the pushing process, due to the friction between the plastic and the screw, the plastic and the barrel, the collision and friction between the particles, and also due to the external heating of the barrel, it gradually melts. The molten plastic is filtered by the machine head to remove impurities and comes out of the die mouth. It is cooled by the air ring and blown through the herringbone plate, the traction roller, and the finished film is rolled into a cylinder.
The main structure
It is mainly composed of extruder, machine head, die head, cooling device, foam stabilizing frame, herringbone plate, traction roller, coiling device, etc.
extruder
The extruder is mainly composed of a screw, a barrel and a hopper, a speed reducer and a drive motor. The drive motor adopts an electromagnetic speed regulating motor (a variable frequency ordinary motor can also be used). The reducer is driven by a belt drive to cause the screw to rotate in the barrel; making it The plastic pellets in the hopper are heated externally and the molten plastic is extruded from the die opening through three-pass filtration.
Die head
This unit adopts an advanced spiral die structure. Based on the special characteristics of high-pressure, low-pressure, mixed materials, and recycled polyethylene materials, the main technologies such as spiral angle, setback angle, setting angle length, and die opening are designed. Parameters were selected and finalized after multiple comparative tests.
cooling device
Composed of cooling air ring, air duct, blower, etc.
Electrical control
Generally, the unit is equipped with a unit operation cabinet. Press the main button to turn on the main power supply and turn on the main switch of the motor. You can control the fuselage and tee through the sub-button switches respectively. Each button of the die is heated by electric heating. The two sets of coils in the key part use thermocouples. Automatic temperature measurement and automatic temperature control. During normal production process, the temperature can be automatically controlled to ensure stable and reliable production process. There are many types of film blowing machines, including PE, POF, etc.
The material blown out with brand new particles has uniform color and luster, clean, and the bag stretches well.
Some people also use recycled plastic bags to make particles. This kind of particles is generally called old material. When it is made into particles, it is usually gray. When making bags, pigments are usually added. The bags are unevenly colored, brittle and easy to break. , the price is also lower.
use
Although they are recycled plastic bags, they are generally waste bags in the bag making process. There is a big difference between them and ordinary garbage plastics.
The film blown by the film blowing machine is suitable for various high-end film packaging. This kind of film can be widely used in light and heavy packaging due to its good barrier properties, preservation, moisture-proof, frost-proof, oxygen-proof and oil-resistant. Such as various fresh fruits, meat products, pickles, fresh milk, liquid drinks, medical supplies, etc.
Heating retrofit
step
1.
It is necessary to remove the original heating ring of the modified part of the barrel.
2.
Measure the size of the barrel, generally including the circumference, calculate the required insulation cotton and estimate whether the winding position is sufficient based on the power of the original heating coil.
3.
Wrap the insulation cotton on the barrel and tie it tightly with a high-temperature bandage to keep the thickness of the insulation cotton at about 1.5-2.0CM. In order to make the installation more beautiful, a layer of 0.5mm insulation resin can be wrapped on top of the insulation cotton. plate.
4.
Wrap the electromagnetic wire on the wrapped barrel, and the electromagnetic wire should be wrapped as tightly as possible.
5.
Install electromagnetic heating control cabinet.
Renovation comparison
|
|
parameter |
Transformation of the former |
After transformation |
Improve efficiency |
|
Blown Film Machine |
Barrel surface temperature |
230 |
65 |
72.2% |
|
Preheating time (min) |
120 |
36 |
70% |
|
|
Power(Kw) |
78 |
50 |
|
|
|
Thermal efficiency |
35% |
96% |
51% |
Multi-layer co-extrusion
In order to meet the needs for some special functions of plastic film packaging materials during the production process, a variety of performance materials (such as breathable, waterproof, thermal insulation, toughness, etc.) are blown and co-extruded together to form multi-functional plastic films. Many developments have been developed. Layer co-extrusion film blowing machine. The purpose of the multi-layer co-extrusion film blowing machine is to take advantage of the advantages of multiple materials and avoid some of the shortcomings of a single material or a single-layer film blowing machine.
For example, the co-extrusion film blowing machine of PP and PE takes advantage of the high hardness of PP material and the high brightness of PE material to produce a film that combines the two properties.
Multi-layer co-extrusion film blowing machines are also divided into the following types, such as two-layer co-extrusion film blowing machines, three-layer co-extrusion film blowing machines, five-layer co-extrusion film blowing machines, seven-layer co-extrusion film blowing machines, etc. Product categories:
Three-layer co-extrusion
The three-layer co-extrusion blown film production line adopts a new type of high-efficiency and low-energy consumption extrusion unit, IBC film bubble internal cooling system, ±360° horizontal traction and rotation system, photoelectric automatic correction device, fully automatic rewinding and film tension control, and computer screen automatic Control systems and other advanced technologies. Compared with similar equipment, it has the advantages of higher output, good plasticization of products, low energy consumption, and easy operation. It completely solves the problems of film ruffles and winding size, and brings product quality to a new level. The film produced has high transparency, puncture resistance, high toughness, good low-temperature hot cutting properties, good lamination fastness, and anti-curling properties. This kind of film can be widely used in light and heavy packaging due to its good barrier properties, preservation, moisture-proof, frost-proof, oxygen-proof and oil-resistant. Such as various fresh fruits, meat products, pickles, fresh milk, liquid drinks, medical supplies, etc.
Five-layer co-extrusion
Five-layer co-extrusion film blowing unit is mainly suitable for HDPE, MHDPE, LDPE, LLDPE, MLLDPE, PA, EVOH and other resins with gas barrier properties. The films produced are mainly used for heavy packaging, high-end food bags, vacuum packaging bags, liquid Packaging materials such as packaging bags can achieve the packaging purposes of preserving fragrance, freshness, antisepsis, airtightness and extending shelf life.
Inspection and maintenance
1. Check the pulling speed and control the film thickness.
2 Observe and adjust the thickness of the film to ensure uniformity and the folding diameter meets the standard.
3. Check the air storage cylinder pressure. It cannot be too high, but there should be backup pressure.
4. Check and control the ratio of raw materials and mix evenly.
5. Check whether there are any impurities in the raw materials. In particular, you should use a magnet to check for iron inclusions in time.
6. Check the gearbox position and the lubrication condition of the air compressor cylinder oil.
7. Regularly check the temperature rise and mechanical transmission of each operating motor.
Film blowing machine maintenance-targeted maintenance projects
1. Feeding machine system: Clean the filter in time and check whether there is air leakage in the negative pressure feeding system.
2. Extruder system:
① Observe the pressure instrument and main motor current, and clean the screen changer in time
② Check the gearbox, screw, and main motor for noise and overheating
③ Check the operating frequency, current, and temperature rise of the inverter, and clean the dust on the motor and inverter on time.
④ Correct the error between thermocouple measurement and actual temperature.
⑤ Correct the placement of the extruder and adjust the groove wheel to ensure the placement angle and level of the extruder.
3.Die head system:
① Use the secondary heating method when turning on the machine to avoid temperature overshoot.
② Before starting and stopping the machine, use a pure copper scraper to clean the accumulated material and paraffin wax to clean the film opening to reduce the impact of precipitates on the film bubble.
③ Cover the protective felt in time after stopping the machine to avoid mold damage. (This method is used for upper blowing machines)
④ Regularly check the temperature and current of each temperature zone and the membrane port heating plug, and correct the temperature difference.
⑤ Correct the die head level and the center point to match the traction.
⑥ Use a torque wrench to disassemble the mold screws and operate according to the specified torque. Use molybdenum disulfide grease for the high-temperature part screws.
⑦ Welding and cutting of molds is prohibited.
4. Air ring maintenance: timely clean up debris and dust in the air ring
5. Maintenance of the traction device: herringbone folding is pollution-free, the clamping traction (cooling) roller has appropriate pressure, no condensation water, and the flattening roller operates flexibly.
6. Corona processor maintenance:
① Regularly clean the high-voltage transformer, discharge roller, discharge rack, electric control box, and adjust the discharge gap;
② Check the humidity of the equipment before starting the machine to avoid short circuit of the discharge rack, and check the operating temperature of the discharge roller bearings.
③ Replace the silicone tube promptly.
7. Electrical maintenance
① Ensure that the power supply is stable and reliable, and that the performance parameters meet the requirements.
② Maintain appropriate temperature and humidity, maintain good grounding, and pay attention to eliminating the danger of static electricity.
③Remove radiator dust regularly.
④ It is prohibited to carry out repairs on core components.
performance
⒈The screw adopts the most advanced alloy spraying technology and is precision machined to have higher hardness, better corrosion resistance and long life, which is 2 to 3 times that of nitrided screws;
⒉The screw has a large length-to-diameter ratio, strong plasticizing ability, uniform temperature distribution, automatic temperature control, and the blown film is bright and uniform, and the product has good performance;
⒊The whole machine has a compact structure, stable operation, single-arm structure, economical and practical, the traction device is integrated and can be self-adjusted for lifting;
⒋Adopt advanced frequency conversion technology, high efficiency and energy saving;
⒌ Various curling forms, you can choose at will;
⒍The rotating machine head can be configured according to user needs.
Features
Basic Features
The group is suitable for blowing low-density polyethylene (LDPE), high-density polyethylene (HDPE) and linear low-density (textiles, bacterial cultivation, daily necessities and other civil and industrial products for internal and external packaging).
Design Features
The film blowing machine mainly consists of an extruder, machine head, die head, cooling device, foam stabilizing frame, herringbone plate, traction roller, coiling device, etc.
extruder
The extruder is mainly composed of a screw, barrel, hopper, reducer and drive motor; the reducer is driven by a belt, and the reducer drives the screw to rotate in the barrel; the screw adopts a special structure, that is, a certain section of the screw is equipped with a special The mixing device relies on the surrounding plastic for centering when working. The directional force of the screw shaft is borne by the 7310 or 7614 bearing installed between the reducer and the screw. The feeding port of the barrel is designed according to the characteristics of the raw materials, which is conducive to smooth entry. It is sent away between the screw grooves to ensure the conveying capacity and stable extrusion quality.
Machine nose
The machine head consists of three parts: filter screen, filter plate, and machine head gland. In order to adapt to the production of plastic raw materials containing more impurities, this unit adopts a right-angle machine head structure with a large filter area, taking into account high pressure, low pressure, and mixing. The raw materials and recycled materials have a relatively large viscosity. Reasonable selection of material flow channel design is made, and the drive motor of the extruder is used to extrude the filter plate, so it can be adapted to a separate screen changing operation.
Die head
The die head adopts an advanced spiral die head structure. Based on the special characteristics of high-pressure, low-pressure, mixed materials, and recycled polyethylene materials, the main technologies such as spiral angle, setback angle, setting angle length, and die opening are designed. The parameters have been selected and finalized after multiple comparative tests. It has the advantages of large internal pressure, stable and uniform extrusion, good film strength performance, no seams, and good matching with the extruder of this unit. At the same time, high and low pressure polyethylene and mixing are exchanged. When the ratio of raw materials and recycled materials is adjusted for film blowing production, there is no need to replace the die head; various die heads can be prepared according to user needs, and the replacement operation can be completed by one person, which is simple, safe, convenient and fast.
cooling device
It consists of a cooling air ring, a blower, etc. The cooling air ring is an externally cooled adjustable air ring, which can adjust the opening of the inlet air outlet. It is easy to operate and is conducive to the control of film thickness and uniformity.
Stabilizing bubble rack
This unit adopts the adjustable structure of the shaping ring and shaping rod to stabilize the bubble frame. It has a large adjustment range, easy operation and adjustment, and the bubble tube is stable, creating conditions for the coiling tube to be flat.
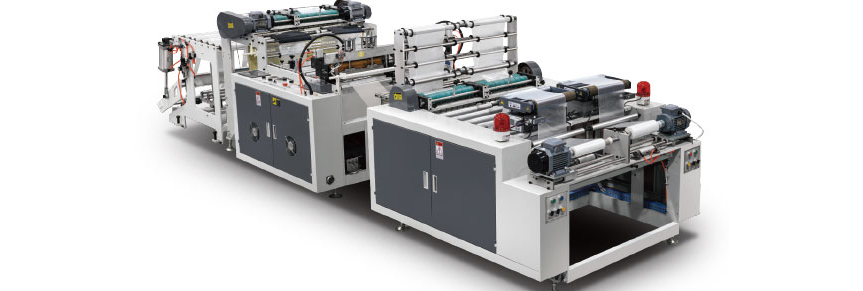
Traction auxiliary machinery
The traction auxiliary machine is composed of main components such as traction frame, herringbone plate, traction roller, coiling mechanism and traction motor. The traction motor of this unit adopts electromagnetic slip motor, which drives two pairs of traction rollers through the deceleration part and drives the coiling at the same time. machine. The herringbone plate is fixed on the fixed frame under the traction roller. The included angle can be adjusted freely according to the blown thin specifications. The two pairs of traction rollers are composed of rubber rollers and steel rollers, which can effectively prevent gas from escaping and ensure the roll material. It goes smoothly. The tractor adopts an assembled structure, which is easy to disassemble and assemble, and is conducive to transportation, loading and unloading. The coiling device adopts an effective central coiling mechanism with constant tension. The device drives the friction plate by the sprocket, and the friction plate drives the large gear, and then drives the coiling shaft, thus ensuring that the coiling diameter changes from small to large, and the friction force The size can be controlled by adjusting the spring force.
air compression
The compressed air output from the air compressor is sent to the storage tank and enters the center hole of the spiral mandrel of the die head through the outlet valve of the storage tank. A pressure regulating valve is installed in front of the die head to adjust the air volume and pressure according to the size requirements of the product. The gas passes through the center hole of the mandrel. Entering the center of the bubble tube, the plastic is blown and extruded into a bubble tube-shaped film.
Electrical control
The electrical control is equipped with a unit operation cabinet. The main power button is used to connect the main power supply and turn on the motor switch. The electric heating of the fuselage, tee, and die buttons can be controlled respectively through button switches. The key parts use thermocouple automatic temperature measurement and automatic temperature controller. During the normal production process, the temperature can be automatically controlled to ensure a stable and stable production process. reliable.
Type: High-speed film blowing machine
Features:
It is used for blowing high and low pressure polyethylene. The products are widely used in composite films, packaging films, agricultural covering films, textiles, clothing bags or films and other packaging. The main motor adopts frequency conversion speed regulation, which increases the stability of the host speed regulation and can Save 30% of electricity. The screw barrel is made of 38 chromium molybdenum aluminum, which has been nitrided. The traction frame adopts a lifting type, which can achieve the best cooling effect regardless of whether the film is blown into a large or small size;
The main technical parameters:
|
model |
DX-C75 type |
DX-C90type |
DX-C105type |
DX-C120type |
|
Screw diameter |
75mm |
90mm |
105mm |
120mm |
|
Screw aspect ratio |
28:1 |
28:1 |
28:1 |
28:1 |
|
Screw speed |
10-100r/min |
10-100r/min |
10-100r/min |
10-100r/min |
|
monitor rate |
30-37Kw |
37-45Kw |
54-70Kw |
70-90Kw |
|
Maximum extrusion volume |
120kg/h |
160kg/h |
190kg/h |
220kg/h |
|
Film maximum folding diameter |
1500mm |
2000mm |
2200mm |
2500mm |
|
Thickness of film on one side |
0.01-0.10mm |
0.01-0.10mm |
0.01-0.10mm |
0.01-0.10mm |
|
total power |
46Kw |
60Kw |
78Kw |
95Kw |
|
Machine weight |
4T |
8T |
10T |
12T |
|
Dimensions |
7100×3200×6000mm |
8050×35500×8000mm |
9500×4000×9500mm |
10200×4200×12000mm |
Note broadcast
⒈The operator cannot stand directly in front of the machine when operating the machine to avoid accidental injury to the operator. When feeding, be careful to prevent metal impurities in the raw materials and hard objects that may damage the machine such as small operating tools from falling into the barrel. Do not wear gloves when operating rotating machinery to prevent injury from being caught.
⒉ Check and add lubricating oil in the reduction gearbox and air compressor, and check the lubrication condition of each mechanical transmission component. Avoid dry operation that could damage the machine and make noise.
⒊When starting up the machine, you must first check whether each power supply connection is disconnected or leaking; check whether the instrument is damaged or abnormal. Before starting the machine, make sure that all components are safe and normal to avoid affecting production and causing accidents.
⒋ Within the range of film forming conditions, increase the molding temperature, cooling air temperature and blowing ratio; then the film turbidity will increase and the gloss will decrease; otherwise it will increase.
⒌When the material is discharged uniformly from the die mouth, you can wear gloves and slowly pull up the tube blank. At the same time, seal the end of the tube blank, slightly open the air inlet regulating valve, and put a small amount of compressed air into the center hole of the mandrel, and then carefully The ground guide passes through the foam stabilizing frame and herringbone plate, and penetrates into the traction roller and guide roller until it is rolled up (if embossing is required, it must go through the embossing roller)
⒍The compressed air pressure for inflating the tube blank must be appropriate, so as not to cause the tube blank to rupture, but also to ensure the symmetry and stability of the membrane tube, thus ensuring quality production.
⒎When cleaning the extruder and die opening, you can use a copper knife, rod or compressed air to clean, but be careful not to damage the screw and the smooth surface of the screw.
ZHEJIANG CHAOXIN MACHINERY TECHNOLOGY CO..LTD
Booth No: M460
Time: 2025.03.11(Tue) ~ 2025.03.14(Fri)
Add: KINTEX Exhibition Center 1, Goyang, Korea