Buying Your First Machine?
Call +86-13958915221
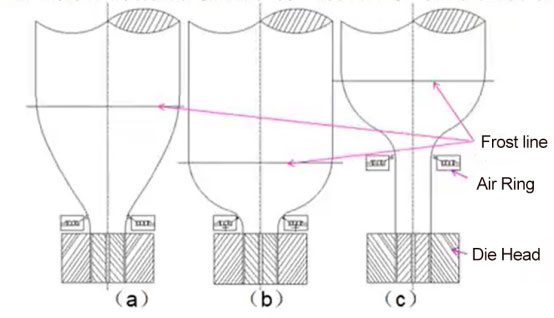
In the film blowing process, the frost line refers to the dividing line where the plastic enters a highly elastic state from a viscous flow state. This dividing line has an important influence on the performance of the film. If the frost line is too high, located above the film bubble after inflation, the film is blown in a liquid state, and inflation only makes the film thinner, while the molecules are not stretched and oriented. At this time, the performance of the film is close to that of a cast film. On the contrary, if the frost line is too low, the inflation is carried out in a solid state, and the film is in a highly elastic state. Blowing is like transverse stretching, which causes the molecules to be transversely oriented, thereby making the film's performance close to that of an oriented film. Therefore, the position of the frost line has a direct impact on the physical properties and mechanical strength of the film.
1. Inappropriate extrusion temperature:
Temperature is too high: The melt is too fluid, causing the frost line to rise.
Temperature is too low: The melt is not fluid enough, causing the frost line to fall.
Solution:
Adjust the temperature setting of each section of the extruder to ensure that the melt is extruded at the appropriate temperature. Generally speaking, the temperature can be slightly lowered or raised, and the changes in the position of the frost line can be observed.
2. Cooling air ring problem:
Cooling air volume is too large: it will cause the frost line height to increase.
Cooling air volume is too small: it will cause the frost line height to decrease.
Solution:
Adjust the air volume of the air ring to ensure uniform and appropriate cooling effect. You can find a suitable air volume by gradually adjusting the air volume to make the frost line in the ideal position.
3. Inappropriate BUR:
Blowing ratio is too large: it will cause the frost line to rise.
Blowing ratio is too small: it will cause the frost line to decrease.
Solution:
Adjust the BUR, that is, adjust the expansion ratio of the bubble tube. Appropriately adjust the bubble diameter and observe the changes in the frost line to find the best BUR.
4. Inappropriate raw material properties:
Melt index (MFI) is too high: easy to flow, the frost line is high.
Melt index is too low: poor fluidity, the frost line is low.
Solution:
Select appropriate raw materials or adjust the raw material formula to ensure that the fluidity of the raw materials is moderate to avoid frost line instability due to material properties.
5. Improper die setting:
Uneven die temperature: resulting in uneven extruded film thickness and unstable frost line.
Solution:
Check and adjust the temperature of each zone of the die to ensure uniform temperature distribution. At the same time, clean the die regularly to avoid frost line problems caused by blockage or dirt.
6. Changes in operating speed:
Mismatch between extrusion speed and traction speed: affects the height of the frost line.
Solution:
Adjust the screw speed and traction speed of the extruder to ensure coordination between the two and avoid frost line fluctuations caused by speed mismatch.
ZHEJIANG CHAOXIN MACHINERY TECHNOLOGY CO., LTD.
Booth No:28B58
Time: January 27 - 30, 2026
Exhibition Hall Name:CROCUS EXPO International Exhibition Center
Add:Mezhdunarodnaya str. 16, 18, 20, Krasnogorsk, Moscow region, Russia
WEB: www.zjchaoxin.com












